はじめに
塩蔵品とは、魚介藻類または魚卵を塩漬けした加工品の総称である。
水産物は、農産物や畜産物よりも腐敗が進行しやすいことを特徴としている。腐敗とは、水産物に付着した微生物が貯蔵中に増殖して味や香りを変化させることで、食中毒を引き起こす有害微生物が増殖すれば、健康被害につながることもある。塩蔵の目的は、魚介藻類または魚卵に塩を浸透させて、腐敗を引き起こす微生物の増殖を抑制し、水産物を常温で長期間保存できるようにすることである。
塩蔵は、塩の確保ができれば比較的容易な加工・貯蔵法である。縄文時代や弥生時代には、すでに土器製塩が行われており、得られた塩は、水産物の塩蔵に用いられていたと考えられている。奈良時代や平安時代には、贄(献上品)や調(税)として、地方から朝廷に送られる水産物のほとんどは乾燥品や塩蔵品であったとの記録が残されている。鎌倉時代から江戸時代にかけての製塩技術の発達とともに、全国各地で特色ある塩蔵品が製造されるようになったと考えられる。
冷蔵・冷凍技術の発達と水産物を漁獲から消費まで低温下に置くコールドチェーンの普及により、今日では、水産物の貯蔵性の向上という塩蔵本来の目的から離れて、嗜好性を重視した低塩分の製品が多くみられる。また、塩の過剰摂取が高血圧などの健康障害の原因となることが広く知られるようになり、食品に対する消費者の減塩志向が高まっていることも、塩蔵品の低塩分化を促進する要因となっている。
藻類の塩蔵品については、第12章で述べられているので、ここでは魚介類と魚卵の塩蔵品について述べる。また、水産漬物と塩辛類も塩を用いた加工品であるが、それらは第7章と第8章で取り扱われる。
加工技術の原理
塩蔵によって魚介類や魚卵の貯蔵性が向上するのは、塩の浸透と浸透圧による脱水によって、微生物が利用できる水分の指標となる水分活性が低下し、微生物の増殖が抑制されるからである。
(水分活性については末尾のコラムを参照してください。)
塩漬けの方法
魚介類や魚卵に塩を浸透する方法としては、振り塩漬け(撒き塩漬け)と立て塩漬けが用いられる。一般に高塩分の製品は振り塩漬けで、低塩分の製品は立て塩漬けで作られることが多い。また、振り塩漬けと立て塩漬けの弱点を補う改良法が用いられることもある。近年では、インジェクターによる塩の注入も行われている。以下にそれらの概要と特徴を述べる。
・振り塩漬け(撒き塩漬け)
振り塩漬けでは、固形の塩を魚介類や魚卵に直接散布するか、すり込んで塩を浸透させる方法である。塩は原料の表面付近に存在する水に溶解して浸透する。振り塩漬けでは、魚肉の外側と内部の浸透圧差が大きいので、塩漬けの初期に塩の浸透と脱水が強く起こり、加工中の腐敗が起こりにくい。また、塩漬けに特別な容器を必要としないことも利点としてあげられる。欠点としては、塩の浸透や水分が不均一になりやすいことがある。また、著しい脱水は原料の収縮を引き起こし、外観を損ねることもある。さらに、原料が空気にさらされるので、脂質酸化が起こりやすい。
・立て塩漬け
立て塩漬けは、所定濃度の塩水に魚介類や魚卵を浸漬して塩を浸透させる方法である。振り塩漬けに比べて、塩の浸透や水分の変化の部位差が小さいこと、塩の浸透と脱水が緩やかに起こるので、外観の変化が小さいこと、原料が空気に触れないので脂質酸化が起こりにくいことなどの長所がある。塩の浸透量や水分の調節が難しいことや、用いる塩水(塩漬液)が原料から滲出する水で希釈され、不均一になることが問題点である。
・改良法
これらの両塩蔵法の弱点を補うために、振り塩漬けによって、原料から滲出した液に周囲の塩が溶解した飽和塩水を利用して立て塩漬けする改良法が用いられることもある。
・インジェクターによる方法
近年では所定濃度の塩水を魚体に直接注入する方法も用いられている。サケなどの大型魚の塩蔵品を作るため、注射針様の塩水注入器を用い魚肉に塩水を直接注入する機器(インジェクター)が用いられる。インジェクターはベルトコンベアーと組み合わされており、原料はベルトコンベアーでインジェクターに運ばれ自動的に所定の塩水が注入される。さけ塩蔵品の製造では、センターカットされたサケがベルトコンベアーでインジェクターの下まで運ばれ、複数本の針が肉に挿入され、この針を通して塩水が注入される。この方法では、塩の添加に要する時間が短く効率的な生産ができること、塩分の制御が容易で、塩分の安定した製品を供給できるなどの利点がある。
塩漬けにともなう成分変化
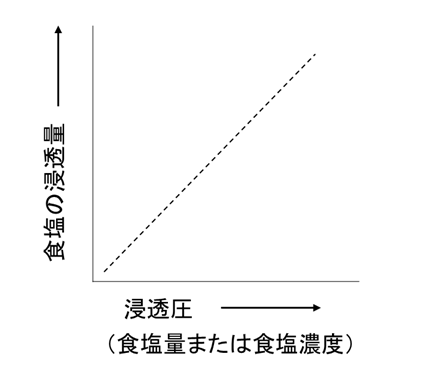
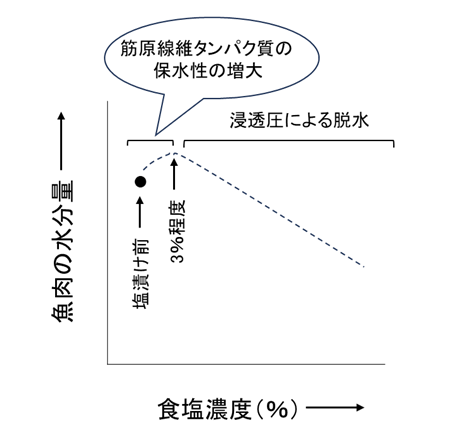
ここでは、魚介類の塩漬けによる成分変化について述べる。振り塩漬けや立て塩漬けによる魚肉中への塩の浸透は、魚肉の外側の塩水の浸透圧に依存するので(図1)、振り塩漬けでは散布した塩の量が多いほど、立て塩漬けでは塩水の濃度が高いほど、浸透量が大きい。一方、水分の変化は、やや複雑である。魚介類を低濃度の塩で塩漬けすると、筋原線維タンパク質の保水性が高まり、魚肉中の水分が増大するが、塩濃度の増加とともに、浸透圧による脱水が強く起こり、水分は減少する(図2)。
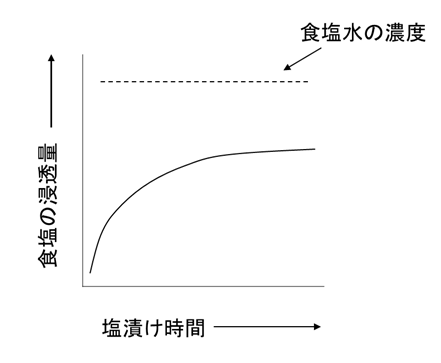
魚肉中への塩の浸透は、いずれの塩漬け方法の場合も、塩漬け時間にも依存するが、立て塩漬けの場合は、塩水の濃度よりも、かなり低い濃度で見かけ上の平衡状態となる(図3)。これは、魚肉内部への塩の拡散がきわめて緩やかに起こるためである。
立て塩漬けでは、魚介類の呈味成分として重要な遊離アミノ酸やイノシン酸は塩水中に溶出する。これらの溶出量を低減させるためには、塩漬け時間を短時間にする必要がある。一方、長期の塩蔵中には、魚肉中の自己消化酵素により、タンパク質の一部が加水分解して遊離アミノ酸が生成することもある。
成分の特徴および健康機能性成分
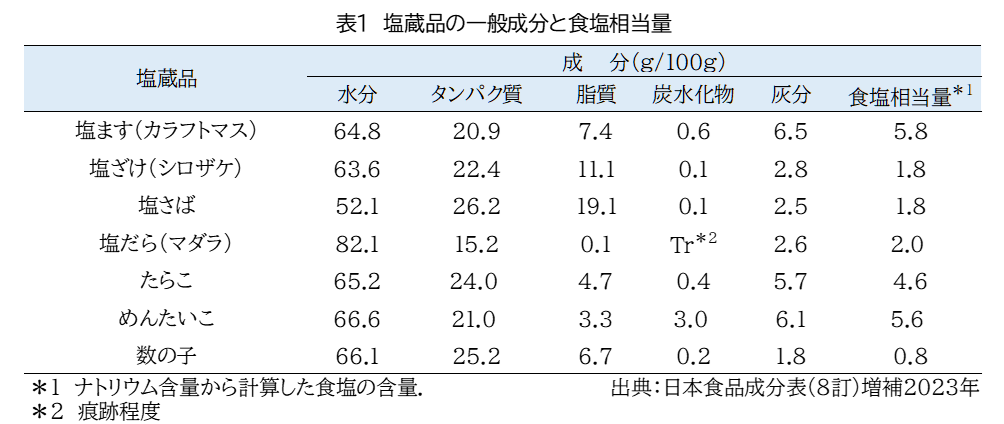
塩蔵品の一般成分(表1)は、食塩相当量(塩分)を除いて、概ね原料の成分組成を反映している。すなわち、脂質含量の多い養殖のサケ・マスや多脂魚のサバを原料とした塩蔵品では脂質含量が多く、逆に少脂魚のタラを原料とした塩蔵品では脂質含量が少ない。食塩相当量は1~6%の範囲にあるが、近年の消費者の嗜好を反映して2%以下の製品も多く製造されており、低塩分化している。この程度の塩分では、貯蔵性の向上は期待できず、冷蔵あるいは冷凍保管が必要となる。
塩漬けにともなって、タウリンなどの水溶性の健康機能性成分は溶出によって減少するが、エイコサペンタエン酸(EPA)やドコサヘキサエン酸(DHA)およびアスタキサンチンなどの脂溶性の機能性成分は保持される。ただし、脂溶性の機能成分については、酸化によって変質することがある。
貯蔵中の成分変化
魚類の塩蔵品の貯蔵は、塩分の多少にかかわらず、冷凍・冷蔵されることが多い。塩分の高い塩蔵品は、塩の効果によって水分活性が大きく低下し、常温においても腐敗しにくいが、常温では脂質やカロテノイドなどの色素が酸化しやすく、色や臭いが変化して商品価値が低下する。塩蔵品の原料となる多くの魚種は脂質中に酸化しやすい脂肪酸のEPAやDHAを含んでいる。脂質の酸化の進行速度は魚種によって異なり、サバのような赤身魚では速く、サケやタラなどの白身魚では遅い。
・脂質および色素の酸化と色調変化
魚肉の色の変化は塩蔵品の商品価値に大きく影響する。変色の原因としては、筋肉色素のミオグロビンの酸化によるメト化、脂質の酸化生成物が魚肉成分と反応して褐色化する油焼け、魚の色素成分であるカロテノイドの酸化による変色などがあげられる。とくに、塩蔵品のうちで最も生産量の多いサケ・マスは、筋肉に赤い色素のカロテノイドの一種のアスタキサンチンを含むが、これが酸化すると、肉色は赤色が退色し白っぽくなり、商品価値が低下する。このような脂質や色素の酸化を防止するため、塩漬け工程でアスコルビン酸やカテキン類などの酸化防止剤が使用されることがある。
・包装による脂質酸化防止
脂質や色素の酸化防止には包装や冷凍貯蔵も有効な手段である。酸素透過性の低いフィルムで真空包装することで魚肉と酸素の接触を防止することで脂質や色素の酸化が抑制される。また、密着包装することで貯蔵中の乾燥が防止されることも酸化防止に役立っている。
・冷凍による脂質酸化防止
冷凍貯蔵は、塩蔵品の品質保持に有効な手段ではあるが、冷凍貯蔵中の脂質酸化の進行は魚種や貯蔵温度によって異なる。一般に冷凍環境(-18℃以下)では白身魚の脂質は比較的安定であるが、サバ、サンマ、イワシなどの赤身魚の塩蔵品はー20℃程度の冷凍貯蔵では酸化が進行する。このため、このような魚種を原料とした塩蔵品の脂質酸化を防止するためには、-30℃以下の貯蔵が必要である。
生産と消費の現状
・生産の状況
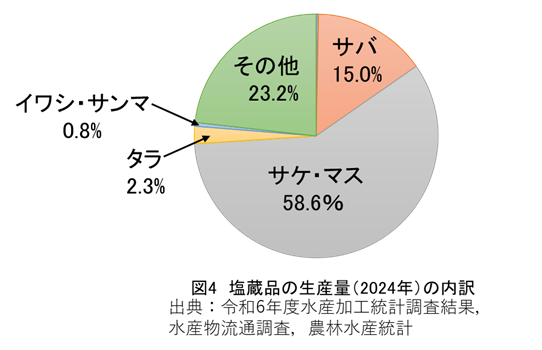
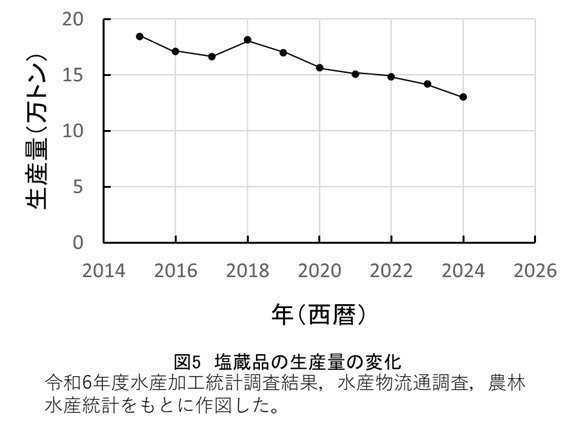
2024年における塩蔵品の生産量は約13万1千トンで、水産加工品の総生産量の10.2%を占める。そのうち、56.8%がサケ・マスの塩蔵品であり、サバ塩蔵品は15.0%である(図4)。その他には魚卵塩蔵品が含まれる。サケ・マスの塩蔵品は、千葉県、北海道、青森県および茨城県で多く生産されている。塩蔵品の生産量は2015年の約18万5千トンから減少傾向が続いている(図5)。
・サケ・マスの塩蔵品
サケ・マスの塩蔵品の原料は、ノルウェーやチリの養殖魚を含めて海外から輸入されるものも多い。これらの多くは、低塩分の塩蔵品に加工されている。伝統的な加工品である新巻きさけ(サケ塩蔵品)は、国内で漁獲される秋サケを原料として、振り塩漬けによって作られる。多量の塩を添加して作られているため、塩抜きをしてから食されることが多い。
・塩蔵さば
コールドチェーンが発達する以前の塩蔵さばの多くは、腐敗を防止するのに十分な塩を振り塩漬けで添加し、消費地に運ばれ、焼き魚の他、さばずしの素材などに使用されてきた。現在の焼き魚用の塩さばは、塩分が2%以下のものが多く生産されている。このような低塩分の製品の多くは、立て塩漬けで製造され、冷凍や冷蔵で流通している。家庭や店舗などで作られるさばずしには、振り塩漬けや立て塩漬けで製造した比較的高塩分の塩さばが用いられることが多く、これらは塩抜きして使用される。さば塩蔵品もノルウェーなどからの輸入原料が用いられることが多い。
・魚卵塩蔵品
魚卵では、数の子(ニシンの卵巣)やサケの卵巣の塩蔵品であるイクラや筋子の生産量が多い。その他の塩蔵品としては、塩とミョウバンで処理した塩蔵クラゲが生産されている。
参考文献
・小泉千秋他.塩蔵品.「水産食品の加工と貯蔵」(小泉千秋他編) 恒星社厚生閣.2005;143-170.
・大泉 徹他.魚介類の塩漬と加工品の品質制御,塩漬・乾燥および冷凍と加工品の品質制御.「水産加工とタンパク質の科学」(大泉 徹他編) 恒星社厚生閣.2023;154‐175.
・大泉 徹.タンパク質,干物の科学.「干物の機能と科学」(滝口明秀他編) 朝倉書店.2014;40-49.
・大泉 徹.エキス,干物の科学.「干物の機能と科学」(滝口明秀他編) 朝倉書店.2014;57-65.
・農林水産省大臣官房統計部.令和6年水産加工統計調査結果,水産物流通調査.「農林水産統計」https://www.maff.go.jp/j/tokei/kouhyou/suisan_ryutu/suisan_kakou/pdf/suisan_kakou_24.pdf(2026年1月11日参照)
コラム
「水分活性とは」
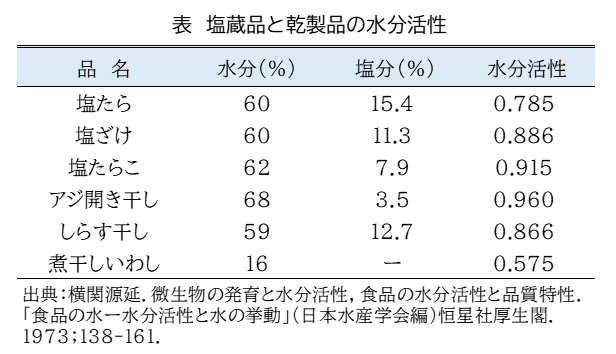
食品中の水の中には食品成分と緩やかに結合した水(結合水)とそれ以外の水(自由水)が存在している。結合水は食品成分と結合して“束縛”された状態にあるので、純水と同じように気化することができない。微生物が生命活動に利用できるのは自由水であり、結合水を利用することはできない。水分活性は食品中の水の中で微生物が利用できる自由水の割合を示す尺度であり、一定温度における純水の蒸気圧(密閉容器内で水の蒸発と凝縮がつりあった状態にあるときの水蒸気が示す圧力)に対する食品中の水の蒸気圧の比で表される。塩などの溶質が水に溶解した時も、水と溶質の相互作用によって水分活性が低下する。したがって、食品の水分活性には、全水分量とともに、添加される塩や糖類の濃度が影響を及ぼす。乾製品や塩蔵品の水分活性は、水分量が低く、塩分量が高いほど低い値となる(表)。ほとんどの細菌は、水分活性が0.90以下では増殖できない。また、高い浸透圧に耐性のあるものを除いて、酵母は水分活性0.88以下、カビ類は0.80以下で増殖できなくなる。このようなことから、水産加工品の保存性を考えるうえで、水分活性はきわめて重要な指標である。
(著者:元千葉県水産総合研究センター 滝口 明秀、 元福井県立大学 大泉 徹)